Stel een vraag
Stel een vraag
Corrosie van roestvast staal
Jaarlijks gaat in Nederland ca. 4 % van het Bruto Nationaal Product verloren als gevolg van
corrosie. Corrosiebestrijding kan dus in veel gevallen geld opleveren. Reden waarom in steeds
meer toepassingen roestvast staal wordt gebruikt.
Echter ook roestvast staal kan onder bepaalde omstandigheden door corrosie worden
aangetast.
Corrosie wordt in het algemeen gedefinieerd als: “een van het oppervlak uitgaande,
ongewenste aantasting van een materiaal door (elektro)chemische reacties met (een
component uit) het omringende milieu”.
Hoewel het begrip corrosie in het algemeen in verband gebracht wordt met metalen, kunnen
ook niet-metalen, bijvoorbeeld kunststoffen, door corrosie worden aangetast.
De milieus die bij metalen tot corrosie kunnen leiden, zijn verschillend van aard. In principe
gaat het om:
• Gassen bij hoge temperatuur
• Gesmolten zouten en metalen
• Waterige milieus (onder andere condens)
Van bijzonder belang zijn de waterige milieus, ook wel elektrolyt genoemd, omdat daarin de
meeste corrosieprocessen ontstaan. De optredende processen zijn elektrochemisch van aard.
Ook de roestvaste staalkwaliteiten kunnen aan corrosie ten onder gaan. Algemene aantasting
zoals voorkomt bij ongelegeerd en laaggelegeerd staal (roesten), komt bij roestvast staal alleen
voor in zure of sterk basische milieus. Deze vorm van corrosie, die onder “normale” gebruikscondities niet voorkomt, wordt hier buiten beschouwing gelaten.
Gevaarlijker en onder “normale” omstandigheden vaker voorkomend zijn de lokale aantastingen. Enkele veel voorkomende lokale corrosievormen worden hieronder kort besproken.
Corrosie van roestvast staal
Interkristallijne corrosie
De corrosievorm waarbij korrelgrenzen of zones net naast korrelgrenzen worden aangetast,
wordt interkristallijne corrosie genoemd. Voorwaarde voor het ontstaan van deze aantasting
is een voldoende hoog potentiaalverschil tussen de korrelgrens en de korrel.
Bij roestvast staal kan deze vorm van corrosie met name optreden indien op de korrelgrenzen
chroomcarbiden (verbinding van chroom en koolstof) zijn uitgescheiden. De in de carbiden
gebonden chroom wordt onttrokken aan een zone net naast de korrelgrens. Het gevolg van
de uitscheiding van chroomcarbiden op de korrelgrenzen is dat de zone naast de korrelgrens
een lager chroompercentage heeft dan de rest van de korrel. Als op het oppervlak een elektrolyt aanwezig is, kan de in chroom verarmde zone selectief worden aangetast, waardoor de
onderlinge samenhang tussen de korrels verloren gaat.
In roestvast staal kunnen korrelgrenscarbiden, bij aanwezigheid van voldoende koolstof,
gevormd worden door een zekere tijd te gloeien in het temperatuurgebied van 450 °C tot
850 °C. De maximale vormingssnelheid ligt tussen 600 en 700 °C.
Ook na het lassen zal de warmtebeïnvloede zone tijdens afkoelen dit kritische temperatuurgebied doorlopen, waarbij het dus mogelijk is dat plaatselijk de omstandigheden (temperatuur,
tijd, samenstelling) zodanig zijn dat op de korrelgrens chroomcarbiden gevormd worden.
In een elektrolyt zal een zone net naast de las door corrosie worden aangetast, waarbij het goed
mogelijk is dat het verdere oppervlak niet aangetast wordt. Men spreekt in zo’n geval
van lasbederf (Engels: weld decay).
Ter voorkoming van interkristallijne corrosie van austenitisch roestvast staal staan een aantal
mogelijkheden ter beschikking:
- Oplossen van de ontstane carbiden door een gloeibehandeling (oplosgloeien) op een
temperatuur > 1000 °C. Na het gloeien moet de afkoelsnelheid voldoende hoog zijn om
nieuwe uitscheidingen te voorkomen (dikke delen afschrikken in water, dunnere delen koelen
met perslucht, of, indien mogelijk, met hoge druk stikstof). Nadelen van deze methode zijn
de mogelijkheden van oxidatie, vervormingen tijdens het afschrikken en verlaging van
de sterkte; - Rekening houden met het risico voor interkristallijne corrosie bij de materiaalkeuze, door
een kwaliteit te kiezen die ongevoelig is voor deze vorm van corrosie.
In de praktijk betekent dit dat voor gelaste constructies gekozen kan worden voor roestvaste
staalkwaliteiten met een laag percentage koolstof, bijvoorbeeld het type 1.4306 of het type
1.4404. Deze kwaliteiten bevatten zo weinig koolstof dat tijdens het afkoelen na het lassen de
tijd om korrelgrenscarbiden te vormen te kort is.
Ook is het mogelijk de aanwezige koolstof zodanig te binden dat er geen korrelgrenscarbiden
gevormd kunnen worden. Voorbeelden van dergelijke legeringen zijn de typen 1.4541 en 1.4571.
Deze zogenaamde gestabiliseerde kwaliteiten kunnen uiteraard ook zonder problemen gelast
worden. Voor constructies die langere tijd binnen het gevaarlijke temperatuurtraject moeten
functioneren komen alleen de gestabiliseerde typen in aanmerking, omdat bij de typen met
laag koolstofpercentage na langere tijd toch korrelgrenscarbiden gevormd worden.
Putvormige corrosie (pitting)
Zoals eerder vermeld ontleent roestvast staal de goede weerstand tegen corrosie aan de aanwezigheid van een passieve, goed hechtende en gesloten chroomoxide laag op het oppervlak.
Onder ongunstige omstandigheden is het echter mogelijk dat deze passieve laag plaatselijk
doorbroken wordt, waardoor een zeer klein actief gebied ontstaat. De omstandigheden waaronder de passieve laag doorbroken wordt zijn complex. Het meest voorkomend is een samenspel
tussen het milieu waarin zich agressieve stoffen bevinden (berucht zijn chloorionen, maar ook
andere halogeenionen kunnen een rol spelen) en zwakke plaatsen in de chroomoxide laag.
Zwakke plaatsen kunnen bijvoorbeeld veroorzaakt worden door beschadigingen of insluitsels.
Ook lassen zal plaatselijk een kwaliteitsvermindering van de beschermende oxidelaag tot
gevolg hebben. Is om welke reden dan ook herpassivering niet mogelijk, dan zal door de aanwezigheid van een elektrolyt de actieve plaats aangetast worden. Tijdens het verdere verloop
van het corrosieproces ontstaat een putvormige verdieping in het materiaal, waarbij de rest van
het oppervlak onaangetast blijft. Door de optredende corrosiereacties en de daarmee gepaard
gaande vorming van corrosieproducten, neemt de zuurgraad in de put toe, waardoor deze belangrijk kan afwijken van die aan het oppervlak. Hierdoor houdt de corrosie in de put zichzelf
in stand, zodat steeds meer materiaal in oplossing gaat en de put dieper wordt. Door het in
de diepte doorgroeien van de putten kunnen constructiedelen geperforeerd worden. Omdat
deze corrosievorm zeer lokaal is, treedt nauwelijks of geen gewichtsverlies op; enig verlies aan
sterkte kan wel optreden. Bij passiveerbare materialen zoals austenitisch roestvast staal is pitting één van de meest voorkomende corrosievormen. In de chemische industrie vertegenwoordigt deze vorm 80 tot 90 % van de corrosiegevallen. Maar ook onder “normale” atmosferische
omstandigheden, waaraan bijvoorbeeld gevelbekledingen en kunstwerken zijn blootgesteld,
kan deze corrosievorm optreden.
Naast de reeds genoemde chloorionen kunnen nog andere stoffen, indien ze op het oppervlak
aanwezig zijn, putvormige corrosie inleiden. Te denken valt aan roestende ijzerdeeltjes op het
oppervlak, bijvoorbeeld afkomstig van slijp- of boorbewerkingen en van tram- of treinbanen.
Onder het roestende ijzerdeeltje wordt de passieve laag doorbroken met als gevolg putcorrosie.
In wat agressieve omgevingen kan zelfs onder vuilafzettingen (stof, roetdeeltjes en dergelijke)
reeds putcorrosie optreden (zie ook onder “Spleetcorrosie”).
Putvormige corrosie kan onder andere bestreden worden door:
- In te grijpen in het corrosie veroorzakende milieu, bijvoorbeeld door de pH te verhogen, de
chloride concentratie te verlagen, of inhibitoren toe te voegen. Uiteraard is deze optie alleen
zinvol voor gesloten systemen; - Een materiaal te kiezen dat een betere weerstand tegen putvormige corrosie heeft.
De weerstand tegen putvormige corrosie van de roestvaste staalkwaliteiten wordt met name
bepaald door de percentages chroom, molybdeen en stikstof. Om deze reden heeft type
1.4401 met ca. 2 % molybdeen een betere weerstand tegen putvormige corrosie dan
type 1.4301.
Type 1.4439 heeft met 4 tot 5 gew.% molybdeen weer een betere weerstand dan type 1.4401; - Bij toepassingen onder “normale” atmosferische omstandigheden goed onderhoud te
plegen, dat wil zeggen het regelmatig schoon maken waardoor vuilafzettingen etcetera
verwijderd worden. In veel gevallen is roestvast staal niet onderhoudsvrij. De frequentie van
onderhoud is afhankelijk van de plaatselijke omstandigheden. Om aanhechten van vuil
zoveel mogelijk te voorkomen, verdient het aanbeveling om voor buitentoepassingen een
glad oppervlak te kiezen
Spleetcorrosie
Met spleetcorrosie wordt een lokale corrosievorm aangeduid, die in openingen ontstaat die
zulke kleine afmetingen hebben dat uitwisseling van elektrolyt met de omgeving beperkt of
zelfs onmogelijk is. Deze vorm treedt dus op in spleten die enerzijds breed genoeg zijn om het
binnendringen van het corrosieve medium mogelijk te maken, maar anderzijds zo smal dat
circulatie niet mogelijk is. In het aantastingsmechanisme, dat veel overeenkomst vertoont met
putcorrosie, kunnen een aantal stappen onderscheiden worden:
- In de nog passieve toestand worden onder reductie van zuurstof metaalionen opgelost.
De verbruikte zuurstof kan niet van buiten aangevuld worden, waardoor een zuurstofconcentratieverschil ontstaat in de milieus binnen en buiten de spleet.
Een zuurstofconcentratieverschil op zich levert al een potentiaalverschil, waarbij het gebied
met lage zuurstofconcentratie onedel is; - Door de verdergaande corrosiereactie ontstaat in de spleet een overschot aan positief
geladen metaalionen, waardoor negatief geladen ionen van buiten de spleet aangetrokken
worden. In dit verband zijn het, net als bij putcorrosie, de halogeenionen en met name
de chloorionen, die bij voorkeur naar de spleet migreren; - Door hydrolyse van metaalionen ontstaan waterstofionen hetgeen uiteraard gepaard gaat
met een daling van de pH-waarde.
Door deze reacties ontstaat in de spleet een zuur chloridehoudend corrosief milieu.
Door gebrek aan zuurstof is herpassivering niet mogelijk, met als gevolg een aantasting van het
materiaal in de spleet. Spleetcorrosie wordt dus in principe door dezelfde factoren beïnvloed
als putcorrosie.
Daarbij komen dan nog de spleetgeometrie en de aard van de aan het corrosieproces deelnemende materialen, waardoor spleetcorrosie al onder minder agressieve omstandigheden kan
optreden dan putcorrosie. Spleten kunnen uiteraard door de constructie van een onderdeel of
product veroorzaakt worden, bijvoorbeeld aan gepuntlaste of geboute verbindingen. Ook onder
vuilafzettingen en niet verwijderde oxidelagen, bijvoorbeeld ontstaan tijdens lassen, kan spleetcorrosie optreden.
Spleetcorrosie kan onder andere bestreden worden door:
- Het vermijden van spleten bij ontwerp en constructie. Indien dit door constructieve factoren
niet mogelijk is, spleten ondiep en wijd te maken, waardoor verversing van het milieu in de
spleet mogelijk is; - Gebruik te maken van materialen met een schoon oppervlak. Eventueel kan dit bereikt
worden door onderdelen te beitsen en te passiveren, zeker na lassen is dit aan te bevelen; - Tijdens gebruik vuilafzettingen en dergelijke regelmatig te verwijderen;
- Een materiaal te kiezen met een betere weerstand tegen spleetcorrosie. Gezien het mechanisme van spleetcorrosie, zullen dezelfde materialen in aanmerking komen als bij putcorrosie, dus de molybdeen houdende roestvaste stalen.
Spanningscorrosie
Onder spanningscorrosie in metalen wordt de scheurvorming verstaan ten gevolge van de
gelijktijdige inwerking van een in- of uitwendige trekspanning en een corrosief milieu. Bij een
gegeven materiaal treedt spanningscorrosie slechts in bepaalde corrosieve milieus op, waarbij
aan de volgende voorwaarden voldaan moet zijn:
- De mechanische trekspanning moet hoger zijn dan een kritische waarde. De kritische
waarde is afhankelijk van het corrosiesysteem; onder zeer corrosieve omstandigheden kan
scheurvorming reeds bij een zeer laag gemiddeld spanningsniveau (≈20 N/mm2) optreden; - Andere invloedsfactoren moeten eveneens een kritische waarde overschrijden of in een
kritische toestand zijn. Hiertoe behoren onder andere de pH-waarde, de concentratie van
bepaalde ionen of stoffen in het corrosieve milieu, de temperatuur evenals de chemische
samenstelling en structuur van het staal.
Austenitisch roestvast staal is bijzonder gevoelig voor spanningscorrosie in:
- Chloridehoudende waterige milieus
- Sterk basische milieus
- Zwavelwaterstof bevattende waterige milieus
In de meeste gevallen vertoont de scheur een transkristallijn verloop.
Spanningscorrosie wordt veelvuldig veroorzaakt door chloridehoudende waterige milieus.
Het corrosiemechanisme is tot op heden niet geheel verklaard. Zo wordt de oorzaak voor de
scheurgroei zowel verklaart vanuit het oplossen van metaal aan de scheurtip als ook vanuit de
werking van waterstof die bij de corrosieprocessen ontwikkeld wordt.
Uiteraard zullen spanningscorrosiescheuren met name op die plaatsen ontstaan waar de
mechanische trekspanning hoog is. Te denken valt aan gelaste constructies (krimpspanningen), dik-dun overgangen en kerven.
Bijzonder gevoelig zijn ook systemen die werken bij verhoogde temperatuur en druk, waarbij
chloridegehalten in het ppm bereik reeds voldoende zijn om spanningscorrosie te veroorzaken.
In dit verband is het vermeldenswaard dat schadegevallen door spanningscorrosie onder
ca. 50 °C tot op heden alleen onder zeer bijzondere omstandigheden geconstateerd zijn.
Bij constructiewerk bedoeld voor gebruik onder “normale” omstandigheden treedt spanningscorrosie onder 50 °C in feite niet op.
Bij een relatief geringe corrosiebelasting kunnen maatregelen ter vermindering van de eigenspanningen zoals spanningsarmgloeien of shotpeenen (introduceren van drukspanningen in
het oppervlak) het risico voor spanningscorrosie verminderen. Echter, met name de legeringen
met ca. 10 gew.% nikkel zoals de typen 1.4301 en 1.4401 zijn bijzonder gevoelig voor spanningscorrosie zodat zelfs na spanningsarmgloeien onder ongunstige omstandigheden nog
spanningscorrosie kan optreden.
In geval van een verhoogd risico op spanningscorrosie zal in het algemeen gekozen
worden voor:
- Ferritische chroom en ferritische chroom-molybdeen staalkwaliteiten, waarbij met name
de laag koolstof bevattende of de gestabiliseerde kwaliteiten met 18 gew.% chroom,
eventueel gelegeerd met molybdeen genoemd kunnen worden; - De duplex kwaliteiten, welke vooral in neutrale en zwak zure, chloride bevattende milieus
een goede weerstand tegen spanningscorrosie hebben; - Austenitische chroom/nikkel staalkwaliteiten met > 20 gew.% nikkel.
Oppervlaktebehandelingen voor roestvast staal
Roestvast staal ontleent zijn weerstand tegen corrosie aan de op het oppervlak aanwezige
passieve laag, die hoofdzakelijk bestaat uit chroomoxiden. Door diverse omstandigheden kan
het voor komen dat deze laag een ongunstige samenstelling heeft en daardoor een verminderde
bescherming tegen corrosie geeft. Voorbeelden van dergelijke omstandigheden:
- Laswerkzaamheden
- Warmtebehandelingen
- Op of in het oppervlak aanwezige vreemde metaaldeeltjes, met name ijzer
of ijzeroxide deeltjes
Om de weerstand tegen corrosie weer te verbeteren kan het in veel gevallen noodzakelijk zijn
de ongunstige oxidelaag te verwijderen, zodat een nieuwe en goede chroomoxide laag kan
ontstaan. De methoden waarmee dit kan gebeuren kunnen grofweg in twee groepen verdeeld
worden:
- Mechanisch, zoals schuren, slijpen, borstelen, stralen en trommelen.
Het mechanisch reinigen heeft echter altijd tot gevolg dat en het oppervlak gedeformeerd
wordt en mogelijke verontreinigingen niet alleen verwijderd worden, maar tevens in het
oppervlak gedrukt worden. Beide fenomenen leiden tot een verminderde corrosieweerstand.
Deze groep van oppervlaktebehandelingen wordt niet aangeraden en er wordt verder dan
ook niet op ingegaan. - Chemisch. Veel voorkomende chemische oppervlaktebehandelingen zijn:
- Elektrolytisch polijsten
- Elektrolytisch beitsen
- Beitsen en passiveren
Elektrolytisch polijsten
Het doel van het elektrolytisch polijsten is onder andere het verlagen van de oppervlakte ruwheid. Om dit te bereiken worden de te behandelen voorwerpen in een geschikt elektrolyt (vaak
op basis van zwavelzuur en fosforzuur) gebracht. Door toepassing van een gelijkstroom waarbij
de producten anodisch zijn wordt, in combinatie met het gebruikte elektrolyt, selectief materiaal
van het productoppervlak opgelost. Omdat de stroomdichtheid op uitstekende delen groter is
dan op dieper liggende delen, neemt de oppervlakteruwheid met maximaal een
factor twee af.
Door het elektrolytisch polijsten wordt bereikt dat:
- De oppervlakteruwheid afneemt;
- Het oppervlak gepassiveerd wordt en daardoor een betere weerstand tegen corrosie krijgt;
- Producten een decoratief, glanzend uiterlijk krijgen.
Elektrolytisch gepolijste producten worden met name toegepast in de levensmiddelenindustrie,
de pharmaceutische industrie en in de lucht- en ruimtevaarttechniek.
Elektrolytisch beitsen
Het doel van het elektrolytisch beitsen is het verwijderen van gloeihuid, walshuid, aanloopkleuren en dergelijke. Om dit te bereiken worden de te behandelen producten in een geschikt
elektrolyt (vaak op basis van natriumsulfaat of salpeterzuur) gebracht.
De ondergedompelde producten worden afwisselend anodisch en kathodisch geschakeld.
Tijdens de kathodische fase wordt waterstof ontwikkeld op het scheidingsvlak metaal-oxide,
waardoor deze oxiden verwijderd worden.
Beitsen en passiveren
Zeker voor austenitisch roestvast staal is het beitsen en passiveren het meest toegepaste chemische oppervlaktebehandelingsproces.
Ook bij dit proces is het doel het verwijderen van oxiden en/of vreemde metaaldeeltjes (met
name in of op het oppervlak aanwezige ijzer en/of ijzeroxide deeltjes) en het doen ontstaan van
een passieve oppervlakte laag van goede kwaliteit.
Het totale proces bestaat uit meerdere stappen:
- Ontvetten
- Beitsen
- Spoelen
- Passiveren
Ontvetten
Voor het eigenlijke beitsen moeten de te behandelen producten vrij gemaakt worden van olie,
vetten en verf- en inktmerken. Het ontvetten kan ofwel alkalisch gebeuren, ofwel in oplosmiddelen (solvent reinigen).
Beitsen
Tijdens het beitsen worden gloeihuid, walshuid, aanloopkleuren evenals corrosieproducten en
vreemde metaaldeeltjes verwijderd.
Praktisch kan het beitsen uitgevoerd worden door:
- Dompelen in een beitsbad
- Circulatie van de beitsvloeistof
- Gebruik te maken van beitspasta’s of beitsgels
Bij zowel het dompelen als het circuleren worden complete producten behandeld.
De beitsvloeistof voor het beitsen van austenitisch roestvast staal bestaat in het algemeen uit
een mengsel van salpeterzuur en fluorwaterstofzuur.
Het salpeterzuur in het mengsel beschermt, door zijn oxiderende werking, het roestvast staal
tegen te sterke aantasting en zorgt tevens voor het oplossen van mogelijk aanwezige ijzerdeeltjes.
Het fluorwaterstofzuur lost metaaloxiden op en daarmee uiteraard ook de aanwezige
chroomoxide laag.
Voor het plaatselijk beitsen van bijvoorbeeld lasverbindingen kunnen beitspasta’s of -gels
gebruikt worden. De werkzame bestanddelen zijn, evenals in beitsvloeistoffen, salpeterzuur
en fluorwaterstofzuur. Deze middelen kunnen met een kwast opgebracht worden, beitsgel
ook door sproeien.
Spoelen
Na het beitsen moeten de behandelde producten grondig gespoeld worden, bij voorkeur met
gedeminiraliseerd water, om aanwezige verontreinigingen en beitsmiddel te verwijderen.
Er moet rekening mee gehouden worden dat met beitsmiddel verontreinigde hulpmiddelen zoals spoelwater en kwasten waarmee beitspasta is aangebracht, als chemisch afval aangemerkt
worden en als zodanig behandeld dienen te worden.
Passiveren
Na het beitsen en spoelen is het roestvast staal oppervlak ontdaan van alle oxiden, dus ook van
de van nature aanwezige beschermende chroomoxide laag. Dit betekent dat het oppervlak zeer
reactief is, zodat zich onder oxiderende omstandigheden een goed hechtende gesloten
en passieve oppervlaktelaag, voornamelijk bestaande uit chroomoxiden, kan vormen.
Vaak zal het passiveren dan ook plaatsvinden door de producten na het spoelen direct aan de
buitenlucht bloot te stellen. De vormingssnelheid van de oxidelaag is afhankelijk van het type
roestvast staal en bedraagt slechts enige minuten voor de met molybdeen gelegeerde austenitische typen. Indien de buitenlucht verontreinigd is, bijvoorbeeld met chloorionen (maritieme
milieus) is het raadzaam om in vloeistof te passiveren, bijvoorbeeld in een salpeterzuuroplossing. Deze methode geeft weliswaar geen betere oxidelaag, maar is wel sneller en bij een
goede procescontrole worden geen verontreinigingen in de laag ingebouwd. Na het passiveren
in salpeterzuur (of waterstofperoxide) moeten de producten weer met gedeminiraliseerd water
gespoeld worden.
Beitsen en passiveren van andere dan austenitische roestvaste staal kwaliteiten
Ook de ferritische en martensitische roestvaste stalen kunnen in principe gebeitst en gepassiveerd worden. In het algemeen vindt het beitsen in een zure oplossing plaats (bijvoorbeeld op
basis van fluorwaterstofzuur, zwavelzuur of zoutzuur) waaraan een inhibitor is toegevoegd.
Bij geharde of veredelde martensitische roestvaste stalen moet rekening gehouden worden
met de mogelijkheid van het optreden van waterstofbrosheid. Dit fenomeen wordt veroorzaakt
door de waterstof die tijdens het beitsproces op het productoppervlak gevormd wordt en die in
het staal kan diffunderen. Op deze wijze opgenomen waterstof leidt tot een aanzienlijke afname
van de duktiliteit, waardoor “spontaan” scheuren of breken van onderdelen het gevolg kan zijn.
Omdat de vormingssnelheid van de gewenste oxidelaag bij de ferritische en martensitische
kwaliteiten laag is verdient het aanbeveling te passiveren in een daartoe geschikte vloeistof,
bijvoorbeeld een oplossing van salpeterzuur.
Voor het beitsen van duplex kwaliteiten kan in het algemeen dezelfde beitsvloeistof gebruikt
worden als bij de austenitische kwaliteiten, zij het dat de beitsomstandigheden (temperatuur,
tijd en dergelijke) aangepast moeten worden.
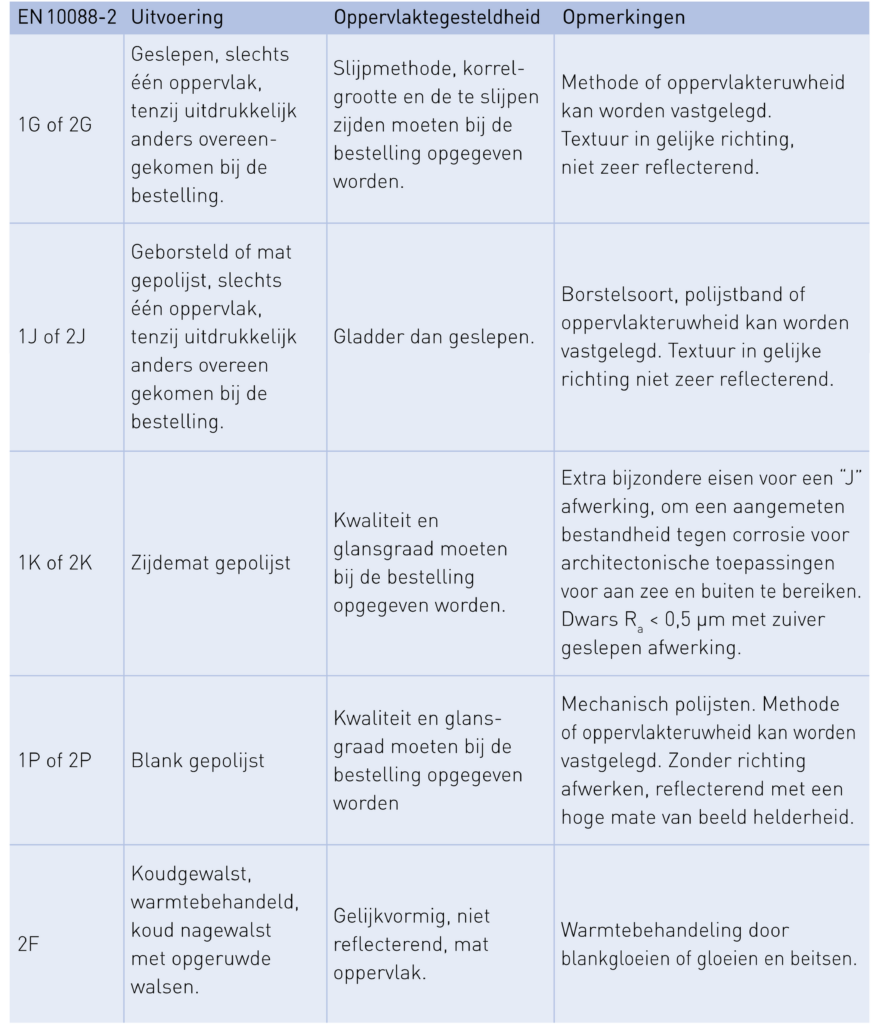
Oppervlakte-uitvoeringen van roestvast staal
De oppervlaktegesteldheid van roestvast staal speelt een belangrijke rol in het al dan niet
optreden van corrosie. Voor iedere toepassing moet altijd uitgegaan worden van een schoon
oppervlak, voorzien van een “gezonde” chroomoxidelaag. Roestvast staal is in een groot aantal
oppervlakte uitvoeringen leverbaar.
EN 10088-2 kent een systeem om de gewenste oppervlakte uitvoering nader aan te duiden.
In onderstaande tabel vindt u ook de aanduidingen volgens de vervallen DIN 17440 en
ASTM480. Bij de toepassing van roestvast staal in situaties waar corrosie kan optreden (zoals
gevel bekledingen en kunstwerken) zal ernaar gestreefd moeten worden om van een zo glad
mogelijk oppervlak uit te gaan, om aanhechten van vuil zoveel mogelijk te beperken.
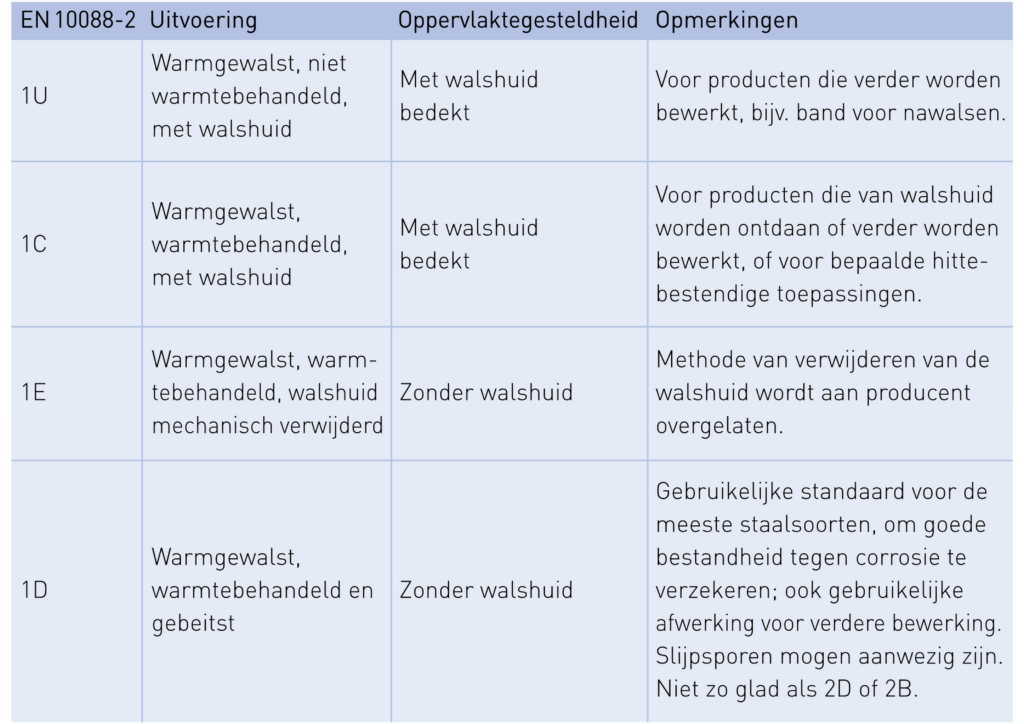
Tabel A: Warmgewalst
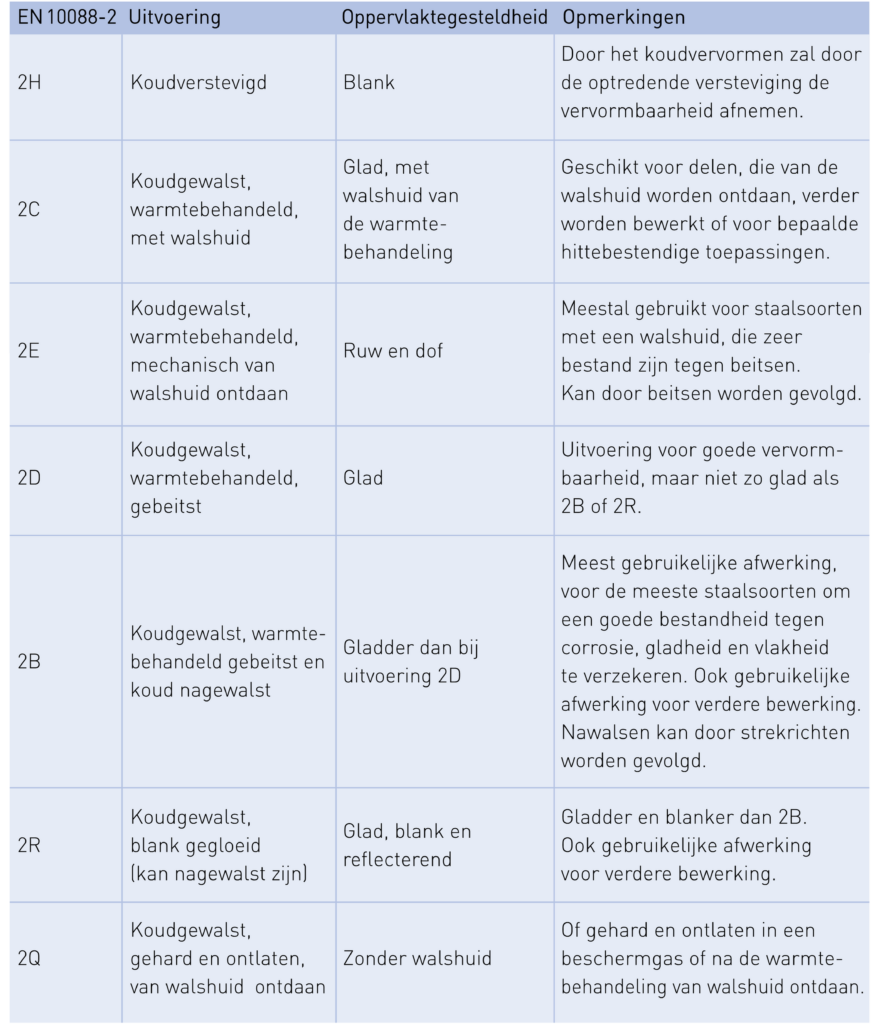
Tabel B: Koudgewalst
Tabel C: Speciale afwerking